精密加工中的夹具选择指南
在现代制造业中,精密加工对产品质量起着决定性作用,而夹具作为连接工件与机床的关键媒介,其选择直接影响加工精度、效率和生产成本。本文将从技术参数、材料特性、工艺要求等维度,系统分析精密加工中夹具选择的要点。

一、夹具选择的核心考量因素
1.1 加工精度要求
对于公差要求严格的精密零件(如IT5级以上),必须选用刚性足、定位精度高的夹具。液压膨胀夹具的重复定位精度可达0.002mm,而机械式卡盘通常为0.01mm。航空航天领域常用的零点定位系统,其换装重复精度更可控制在±1μm以内。
1.2 工件材料特性
铝合金等软质材料需采用低夹持力的真空夹具(0.2-0.5MPa)避免变形;钛合金等难加工材料则推荐使用带自锁功能的楔形夹具,夹持力可达30kN以上。对于薄壁件,磁力夹具的均布吸附特性可有效控制加工变形。
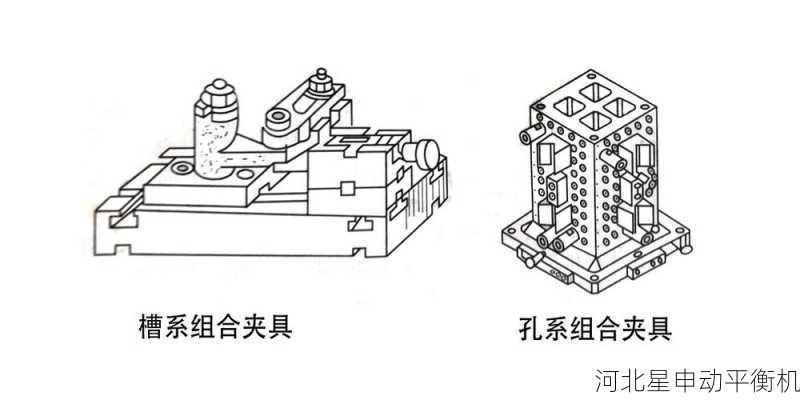
1.3 生产批量规模
单件小批量生产宜选用组合夹具或模块化夹具,换型时间可控制在15分钟内;汽车零部件等大批量生产则适用专用夹具,某发动机连杆生产线采用多工位液压夹具,节拍时间缩短***45秒/件。
二、典型夹具类型的技术对比
2.1 机械夹具
三爪卡盘是最常见的机械夹具,新型动力卡盘夹持范围可达φ5-φ400mm,但存在径向跳动问题(0.03-0.05mm)。相比之下,精密弹簧夹头的同轴度可达0.005mm,更适合高精度车削。
2.2 液压夹具
通过液压油缸实现均匀夹紧,某型号液压虎钳的夹紧力波动小于±2%。但需注意液压系统存在0.1-0.3mm的弹性变形,精加工时应设置二次夹紧工位。
2.3 真空夹具
适用于平板类零件加工,现代真空夹具采用多腔室设计,单个腔室泄漏时仍能保持75%以上吸附力。某光学器件加工案例显示,真空夹具使平面度误差从0.1mm降***0.01mm。
三、特殊工艺的夹具解决方案
3.1 五轴加工夹具
需满足空间干涉检查要求,某叶轮加工专用夹具采用钛合金骨架,重量减轻40%的同时刚性提升25%。旋转工作台夹具还需考虑离心力影响,建议转速不超过夹具设计极限的80%。
3.2 微细加工夹具
针对微型零件(<φ1mm),压电陶瓷夹具可实现纳米级位移控制。某医疗导丝加工采用显微视觉定位系统,配合气动微夹持器,定位精度达±0.5μm。
3.3 复合材料加工
碳纤维构件需使用带阻尼层的防振夹具,某航空企业采用聚氨酯衬垫夹具,使加工振纹深度从50μm降***5μm以下。同时要避免金属夹具与碳纤维的电化学腐蚀,推荐使用阳极化处理夹持面。
四、夹具使用的优化策略
4.1 刚度匹配原则
夹具系统刚度应大于工件刚度的3-5倍。某机床立柱加工案例显示,采用增强型角铁夹具后,切削振动幅值降低62%,表面粗糙度Ra从3.2μm改善***0.8μm。
4.2 热变形控制
长时间加工时,建议选用热膨胀系数与工件相近的夹具材料(如殷钢)。某精密丝杠磨削采用液冷夹具,将温升控制在±0.5℃范围内,螺距误差减少70%。
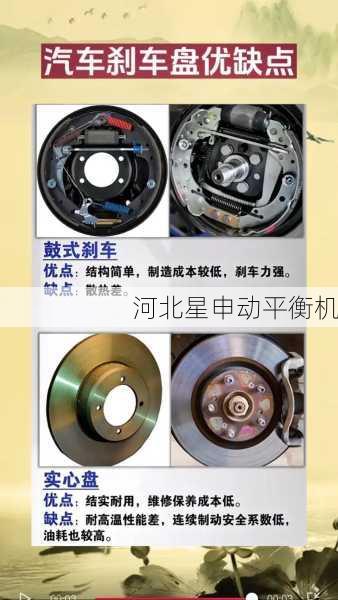
4.3 智能化升级
加装应变传感器的智能夹具可实时监测夹紧力波动,某汽车刹车盘生产线通过力反馈系统,将夹紧力偏差从±15%降***±3%。基于数字孪生的虚拟调试技术,可使新夹具的适配时间缩短40%。
五、行业应用实例分析
5.1 航空航天领域
某型号航空发动机机匣采用分体式液压膨胀夹具,解决了传统装夹导致的0.12mm圆度超差问题。钛合金叶片加工则使用仿形夹具,配合六点定位原理,使型面精度达到±0.025mm。
5.2 电子精密零件
手机金属中框加工采用多工位转台夹具,集成16个气动单元,实现90秒完成6面加工。陶瓷插芯内孔研磨使用静压膨胀芯轴,圆度达到0.3μm以下。
5.3 模具制造
大型注塑模具模块采用电磁夹具快速换装,相比传统压板装夹节省85%辅助时间。EDM加工时建议使用导电性夹具,某企业改用铜钨合金电极夹具后,放电效率提升20%。
精密加工中的夹具选择需要建立系统化思维,既要考虑静态精度指标,也要分析动态加工过程中的力学特性。随着智能制造的推进,未来夹具将向自适应 clamping、数字孪生等方向发展,为精密加工提供更可靠的工艺保障。